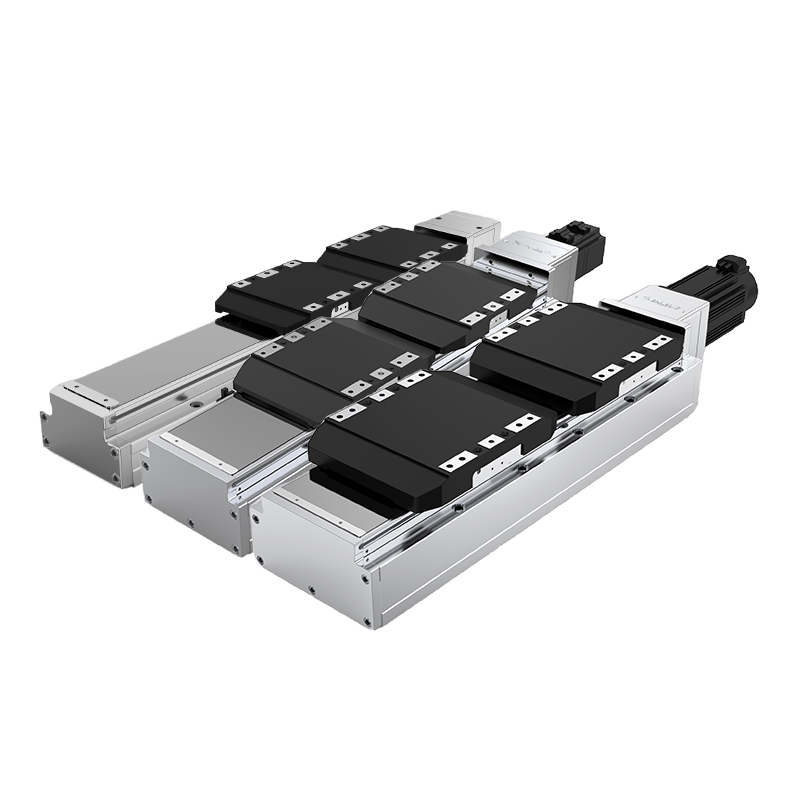
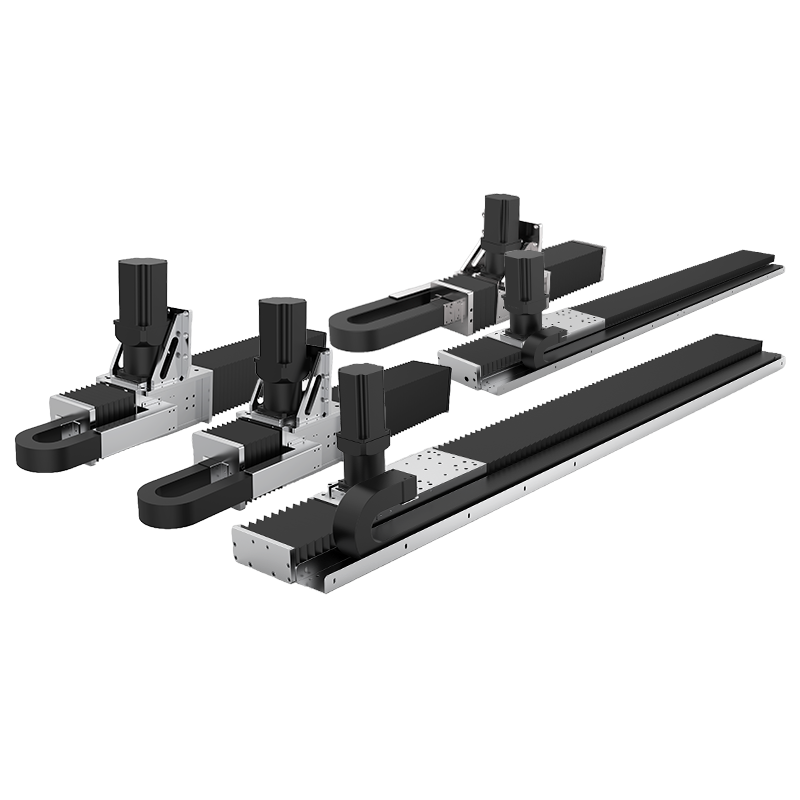
GG系列(单轴模组)
重复精度:+0.001mm
最大载重:60Kg
最大速度:2000mm/s
最大行程:4200mm
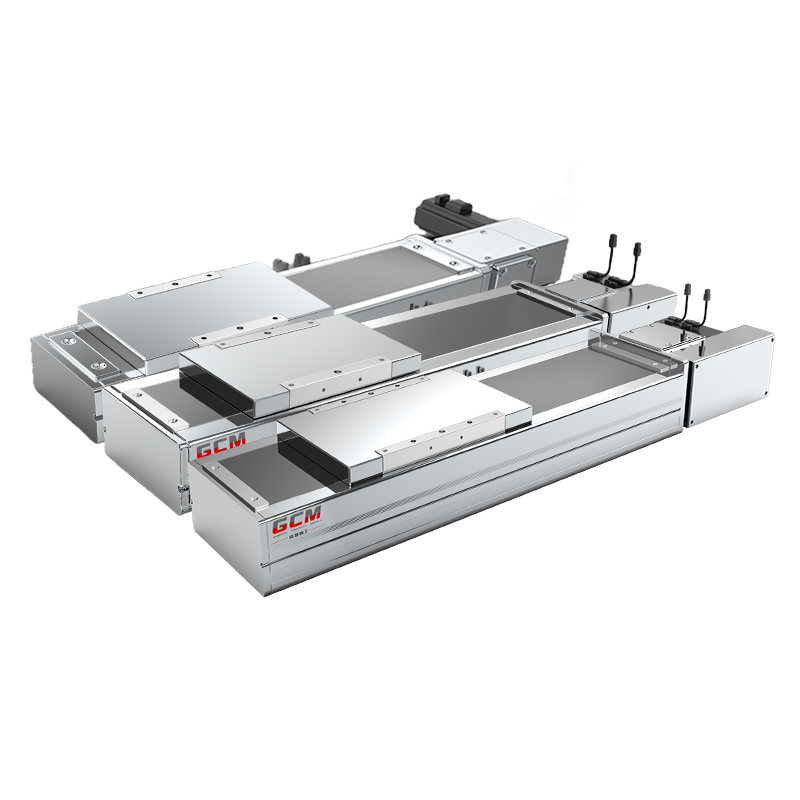
GG系列(多轴组合模组)
重复精度:+0.001mm
最大载重:60Kg
最大速度:2000mm/s
最大行程:4500mm
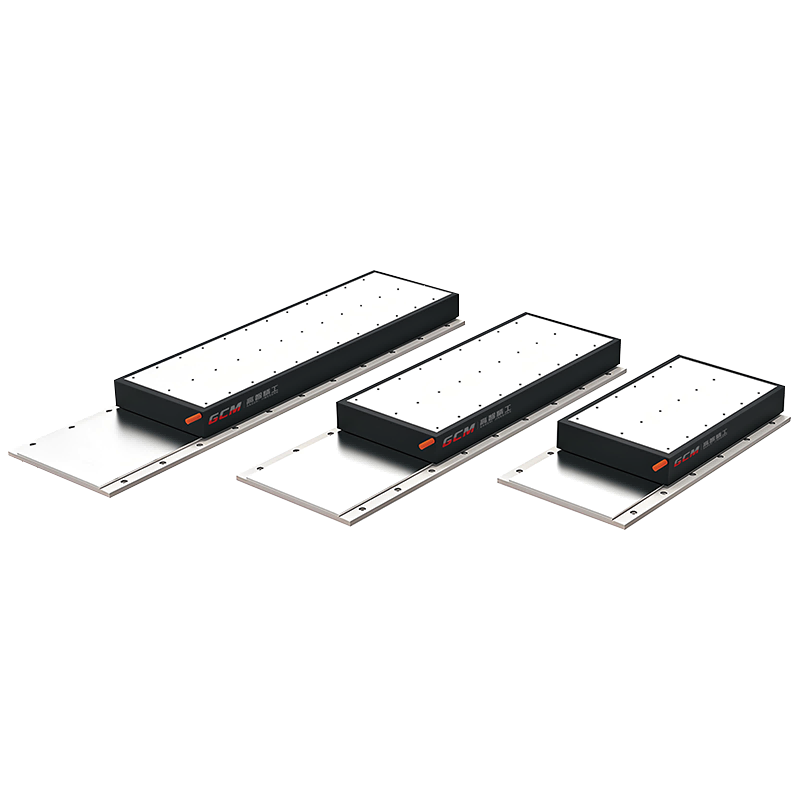
GGCP系列平板电机(有铁心)
重复精度:+0.001mm
最大持续推力:596.2N
最大峰值推力:1788.5N
磁周期:20mm

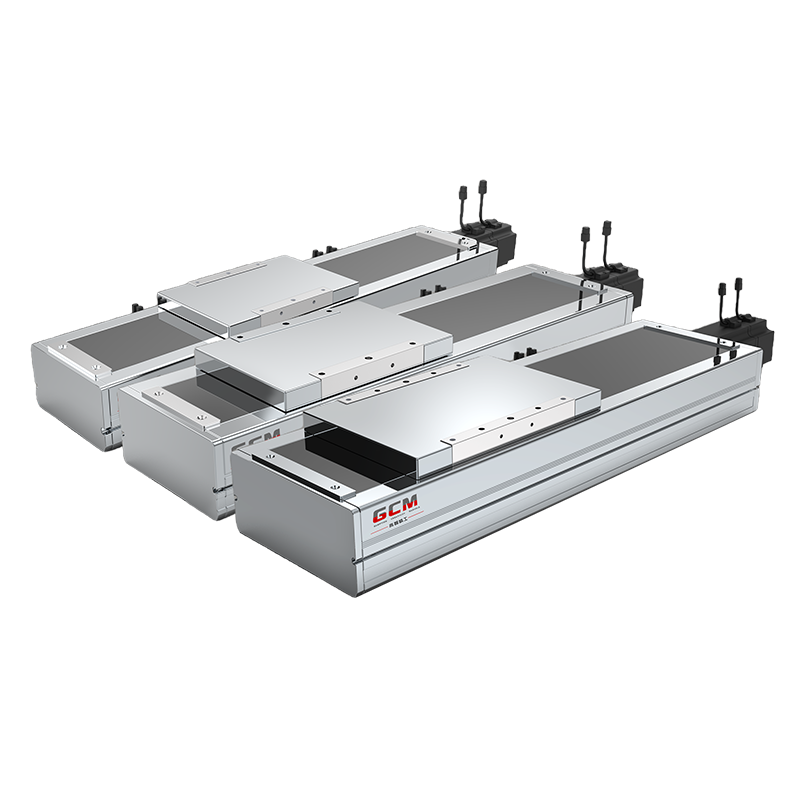
GGUI系列U型电机(无铁心)
重复精度:+0.001mm
持续推力:100~900N
峰值推力:720~6480N
耐温等级:130℃



GCB系列同步带模组(全封闭)
重复精度:+0.04mm
最大载重:85Kg
最大速度:2000mm/s
最大行程:4050mm
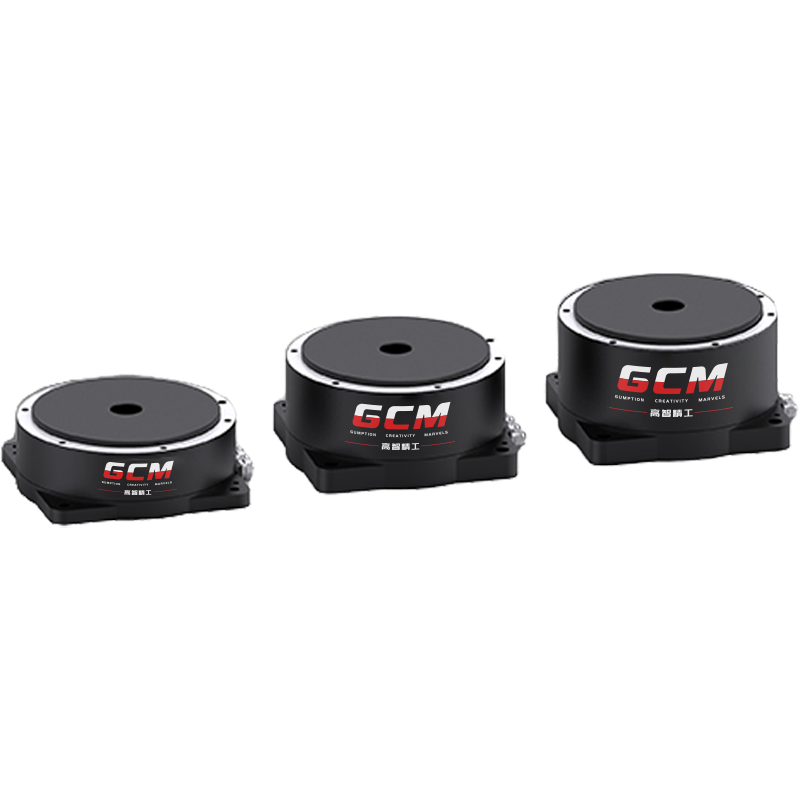
DD马达
绝缘等级:F
绝缘耐压:1分钟1500v
绝缘电阻:10MΩ
励磁方式:3相